

联系我们

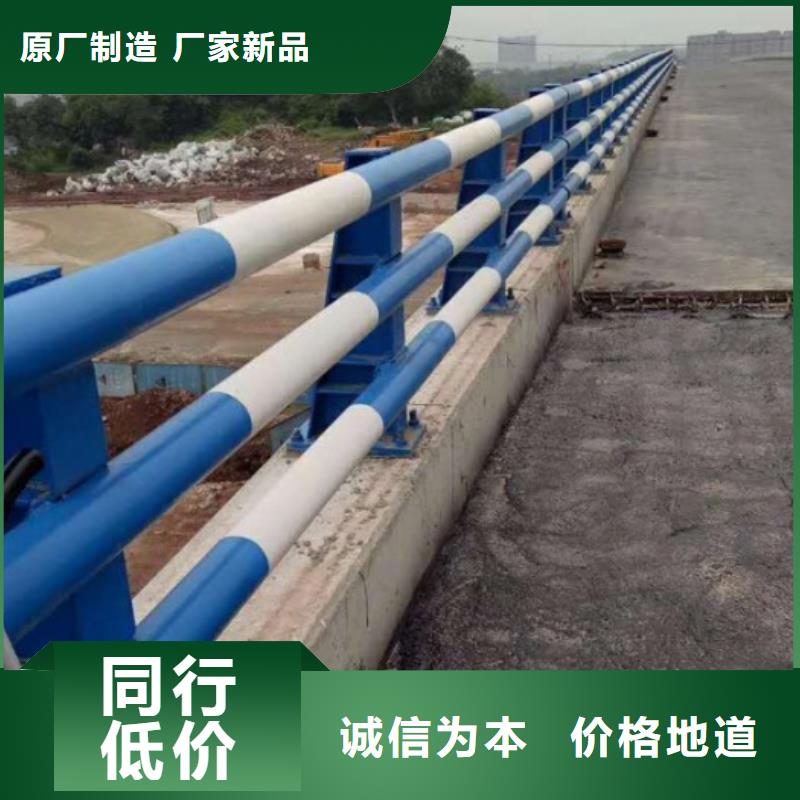
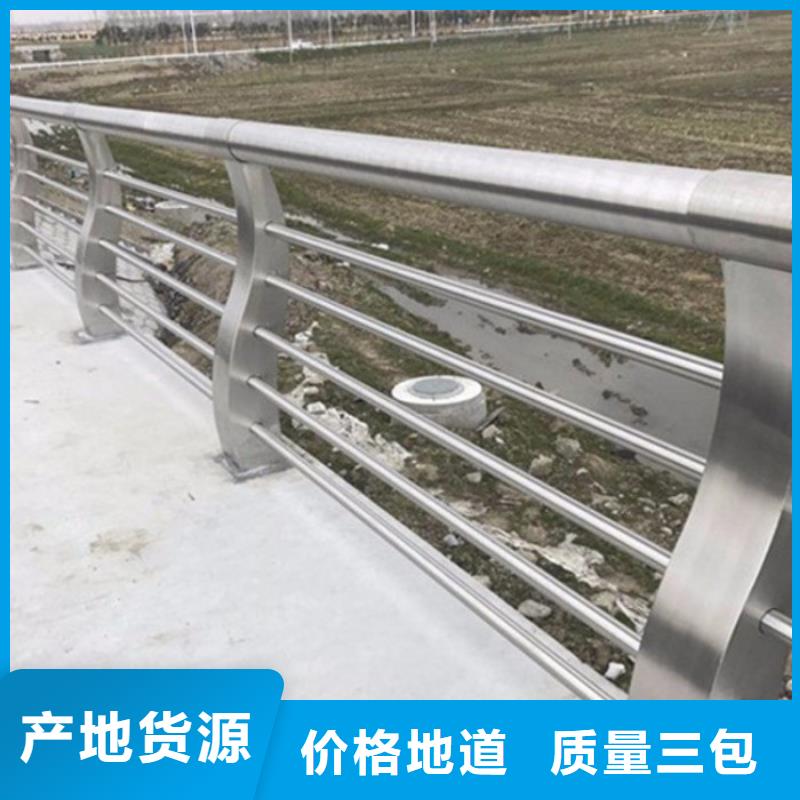
景观护栏-景观护栏可定制
更新时间:2025-02-11 09:00:45 浏览次数:1 公司名称:聊城 立朋金属护栏有限公司
| 最小起订 | 1 |
|---|---|
| 质量等级 | SA |
| 是否厂家 | 是 |
| 产品材质 | 按图纸 |
| 产品品牌 | 立朋 |
| 产品规格 | 2000*1200 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | HL |
| 可售卖地 | 全国 |
| 产品重量 | 35Kg/米 |
| 产品颜色 | 按需做 |
| 质保时间 | 1年 |
| 外形尺寸 | 2000*1200 |
| 适用领域 | 全领域 |
| 是否进口 | 否 |
| 产品功率 | 4500W |
| 工作温度 | -20度以上 |
| 表面处理 | 静电喷塑 |
| 高度 | 按图纸定做 |
| 使用范围 | 桥梁 河道 道路 景观 |
| 材质 | 按客户图纸要求 |





为了保证垂直度,柱应严格按照钢钻所确定的位置放置。柱应埋入设计的深度。当它太深时,柱不应该被拉出来修正,所有的都必须被拉出直到地基被压实。柱的安装应与设计图纸一致。并配合道路的对齐,立柱应牢固地嵌在土壤中,达到设计深度,垂直于路面。
在遇到困难时,钻孔方法或开挖方法可用于立柱的安装。当柱被钻孔方法安装时,柱应在柱位置后填充与路基相同的材料,并采用分层压实,使其不小于相邻原始土壤的密度。当采用开挖方法,将柱埋入土时,回填应采用相同的材料,并将每一层的厚度不超过15cm,回填的压实度不应小于相邻原始土壤的压实度。岩石中的柱堆填满了球团和夯实。
考虑到护栏结构对视线的影响和驾驶员的引导,安装后应立即检查垂直、位置和标高。垂直检查用脚检查。用钢尺测量位置检查和间隔检验线,用偏转角法检测出经纬仪的曲线段,并通过标尺中心线与垂直柱之间的水平距离检查横向位置。高程检查是根据路缘的内表面进行的,由自制的模具或水平检验。它的水平和垂直方向应该形成一个平滑的直线。



立朋金属护栏有限公司销售 玉林容县桥梁护栏立柱、复合管防撞栏杆、桥梁防撞栏杆、复合管防撞栏杆。 我公司以品质、合理的,完善的体系,售后服务创造企业形象,以科技为先导,倾尽全力开拓新 玉林容县桥梁护栏立柱、复合管防撞栏杆、桥梁防撞栏杆、复合管防撞栏杆产品,树立精益求精、追求企业精神。公司秉承“顾客为先,锐意进取”的经营理念为广大客户提供 服务。欢迎惠顾!



路面护栏表面光洁度好,色泽质地好,强度高,耐老化,产品质量强韧,不能褪色超过10年。而防撞栏杆具有足够的强度和耐候性,特种材料也是一种无害、节能、可循环利用的绿色环保材料。防撞栏杆作为一种道路安全防护产品,其强度比木材好得多,并考虑到钢的强度和美观特点,便于安装。1.找位与划线.2.安装栏杆的固定件,位置,标高形状找位校正后,弹出栏杆纵向或横向中心线.3.设计
制作按照位置,角度,划出栏杆直线段或折弯锻的起点和终点的位置.4.金属焊接固定5.金属件及镀烙件与固定铁件焊接时,应采纳法子将焊接焊痕节制在***小规模,避免影响装饰了局.6.凡露明焊缝应满焊,并连结焊缝均匀,再经锉平磨光.7.油漆粉刷,油漆可按照装修尺度和设计要求,进行油漆涂刷.



很多人不知道不锈钢复合管护栏焊接是怎么进行的 今天小编为大家普及下知识,小编将从有铅、无铅、多层等七个角度为大家分析
随着工业化的不断发展,对不锈钢复合管护栏焊接技术的要求也越来越高,而不锈钢复合管护栏焊接温度是焊管生产的重要工艺参数之一,它不仅对不锈钢复合管护栏焊接质量能够产生直接的影响,而且还在很大程度上影响劳动生产率,因此需要对不锈钢复合管护栏焊接技术中的温度进行严格把控。
不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:
不锈钢复合管护栏焊接的工作环境温度的话 是20℃~30℃。
1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。
2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.
3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W
4. 管道不锈钢复合管护栏焊接
一般都是气温不能低于0℃。 环境温度低于0℃高于零下20℃时,工件预热到15℃以后不锈钢复合管护栏焊接,如果低于零下20℃,停止不锈钢复合管护栏焊接。
5. 如果是不锈钢复合管护栏焊接熔池的话就要看材料来定:如不锈钢不锈钢复合管护栏焊接温度在1520℃~1570℃,碳钢是1450℃~1480℃。
熔池中液体金属的温度比一般浇注钢水的温度高得多,过渡熔滴的平均温度约在2300℃左右,熔池平均温度在1700℃左右。 可达2900多度。
6. 多层不锈钢复合管护栏焊接的时候,层间温度不能过高,不锈钢控制在120℃以下,普通的低碳钢控制在300~350℃以下。
7. 4分铜管不锈钢复合管护栏焊接相对大厚直径的铜管来说还是好不锈钢复合管护栏焊接的,如果是紫铜管可以用磷铜料,比如威欧丁202B的焊条进行不锈钢复合管护栏焊接,免焊粉,这个时候熔点温度700度左右,如果是黄铜管用威欧丁201-F的焊料不锈钢复合管护栏焊接,熔点温度在800度左右, 这个参考介绍可以参考专题:可以替代银焊丝解决铜焊/钢焊/铜与钢不锈钢复合管护栏焊接的VOD201
电焊时,电弧温度可达3000—6000℃,并有大量火花喷出,极易引燃可燃物着火燃烧。焊件由于电焊,温度也很高,存在着很大的火灾危险性。所以在作业时,一定要注意安全。


